20ЪРМЭ50ФъДњКѓЦкЕЎЩњгкШеБОЗсЬяЦћГЕЙЋЫОЕФОЋвцЩњВњЗНЪНЃЌдк80ФъЕУвдЗЂеЙЭъЩЦЃЌЖјЧвж№ВНдкжаЙњЕФЦѓвЕРяЕУЕНЪЕЪЉЃЌВЂШЁЕУСЫНЯЮЊЗсЫЖЕФГЩЙћЃКЩњВњжмЦкЫѕЖЬЃЌдкжЦЦЗМѕЩйЃЌЩњВњаЇТЪЬсИпЃЌЗЯЦЗМѕЩйЃЌПтДцДѓЗљЖШНЕЕЭЁЁдкБОЮФжаЃЌНЋНсКЯДѓСЌШ§бѓжЦРфЭЦааОЋвцЩњВњЗНЪНЕФЪЕМЪЧщПіЃЌжиЕуТлЪіЩњВњЯжГЁЕФЦпжжРЫЗбКЭШчКЮгааЇЯћГ§ЁЃ
ОЋвцЩњВњЗНЪНжаЫљжИГіЕФРЫЗбЃЌКЭДѓМвШеГЃЩњЛюжаЫљЬсЕНЕФРЫЗбгазХНиШЛВЛЭЌЕФКЌвхЃЌМДЃКдкЙЄвЕЩњВњжаЃЌЗВЪЧВЛФмжБНгДДдьГіМлжЕЕФвЛЧаЛюЖЏЃЌОљЪгЮЊРЫЗбЁЃ
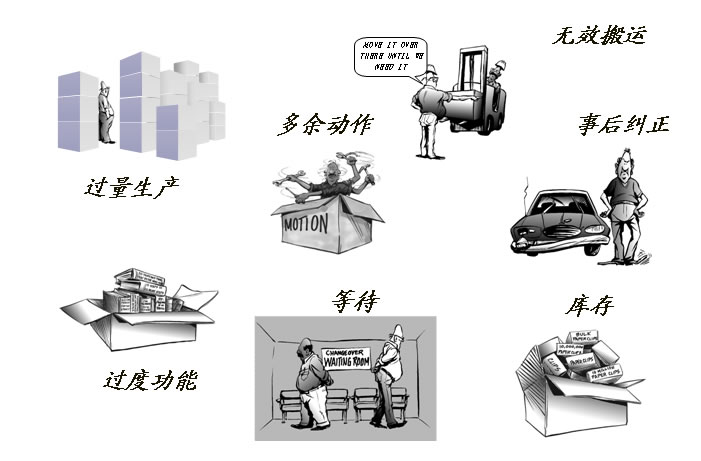
ОЋвцЩњВњЗНЪННЋЫљгаРЫЗбЙщФЩГЩЦпжжЃКЃЈ1ЃЉЕШД§ЕФРЫЗбЃЛЃЈ2ЃЉАсдЫЕФРЫЗбЃЛЃЈ3ЃЉВЛСМЦЗЕФРЫЗбЃЛЃЈ4ЃЉЖЏзїЕФРЫЗбЃЛЃЈ5ЃЉМгЙЄЕФРЫЗбЃЛЃЈ6ЃЉПтДцЕФРЫЗбЃЛЃЈ7ЃЉжЦдьЙ§ЖрЃЈдчЃЉЕФРЫЗбЁЃ
вЛЁЂЦпжжРЫЗбжЎвЛЃКЕШД§ЕФРЫЗб
ЕШД§ОЭЪЧЯазХУЛЪТЃЌЕШзХЯТвЛИіЖЏзїЕФРДСйЃЌетжжРЫЗбЪЧЮогЙжУвЩЕФЁЃдьГЩЕШД§ЕФдвђЭЈГЃгаЃКзївЕВЛЦНКтЁЂАВХХзївЕВЛЕБЁЂЭЃЙЄД§СЯЁЂЦЗжЪВЛСМЕШЁЃвджЦдьВПадФмЪдбщПЮЕШД§ЕчПиХЬЮЊР§ЃЌгЩгкЕчПиХЬВЛФмАДвЊЧѓМАЪБШыГЇЃЌгаПЩФмЮоЗЈАДЦкНЛЛѕЃЌЖјЕБЕчПиХЬШыГЇКѓЃЌгжашвЊЧРНјЖШЃЌПЩФмЛсГіЯжМгАрЁЂжЪСПЮЪЬтЕШЁЃСэгавЛжжОЭЪЧЁАМрЪгЛњЦїЁБЕФРЫЗбЃЌгааЉЙЄГЇТђСЫвЛаЉЫйЖШПьЁЂМлИёИпЕФздЖЏЛЏЛњЦїЃЌЮЊСЫЪЙЦфФме§ГЃдЫзЊЛђЦфЫћдвђЃЌР§ШчЃКХХГ§аЁЙЪеЯЁЂВЙГфВФСЯЕШЕШЃЌЭЈГЃЛЙЛсСэЭтАВХХШЫдБеОдкХдБпМрЪгЁЃЫљвдЃЌЫфШЛЪЧздЖЏЩшБИЃЌЕЋШдашШЫдБдкХдееЙЫЃЌЬиГЦжЎЮЊЁАЯаЪгЁБЕФРЫЗбЁЃР§ШчдкВњЦЗМьВтЙ§ГЬжаЃЌЕїЪдШЫдБКЭКЄМьШЫдБеОдкВњЦЗХдБпЕШД§ЃЌетжжЧщПіЪЧЗёЛЙгаЃП
Г§СЫдкжБНгЩњВњЙ§ГЬжагаЕШД§ЭтЃЌЦфЫћЙмРэЙЄзїжаОЭУЛгаЕШД§етжжРЫЗбЗЂЩњТ№ЃПЕБжЦдьВПдкЩњВњаТВњЦЗЗЂЩњвЛаЉЮЪЬтЪБЃЌММЪѕВПКЭЦЗжЪБЃжЄВПЪЧЗёФмСЂМДНтОіЖјВЛашвЊЯжГЁШЫдБГЄЪБМфЕШД§ЃПШчКЮМѕЩйетжжЕШД§ЃП
ЖўЁЂЦпжжРЫЗбжЎЖўЃКАсдЫЕФРЫЗб
ДѓВПЗжШЫНдЛсШЯЭЌАсдЫЪЧвЛжжЮоаЇЕФЖЏзїЃЌвВгаШЫЛсШЯЮЊАсдЫЪЧБиаыЕФЖЏзїЃЌвђЮЊУЛгаАсдЫЃЌШчКЮзіЯТвЛИіЖЏзїЃПКмЖрШЫЖМгаетжжЯыЗЈЁЃе§вђЮЊШчДЫЃЌДѓЖрЪ§ШЫФЌШЯЫќЕФДцдкЃЌЖјВЛЩшЗЈЯћГ§ЫќЁЃгааЉШЫЯыЕНгУЪфЫЭДјЕФЗНЪНРДПЫЗўЃЌетжжЗНЪННіФмГЦжЎЮЊЛЈДѓЧЎМѕЩйЬхСІЕФЯћКФЃЌЕЋАсдЫБОЩэЕФРЫЗбВЂУЛгаЯћГ§ЃЌЗДЖјБЛвўВиСЫЦ№РДЁЃАсдЫЕФРЫЗбШєЗжНтПЊРДЃЌгжАќКЌЗХжУЁЂЖбЛ§ЁЂвЦЖЏЁЂећРэЕШЖЏзїЕФРЫЗбЁЃ
НёФъвдРДЃЌЩњВњЙмРэВПКЭжЦдьВПУПдТОљЖдзмЩњВњЙЄЪБНјааЛузмЗжЮіЃЌЗЂЯждкЪЕМЪзївЕЪБМфМѕЩйЕФЭЌЪБЃЌзмЙЄЪБШДдкдіМгЃЌОзаЯИЗжЮіКѓЗЂЯжЃЌЪЧСНИіЙЄГЇМфЕФдЫЪфЙЄЪБОгИпВЛЯТЃЌЬиБ№ЪЧгЩЖўЙЄГЇЯђвЛЙЄГЇАсдЫдВФСЯЕФЙЄЪБеМДѓЖрЪ§ЁЃдѕУДбљПЫЗўЃПШеБОШ§бѓДѓаЭПЮЮЊМѕЩйАсдЫЃЌАбЫФИіГЕМфКЯВЂГЩСНИіЃЌвЛаЉСуВПМўЕФМгЙЄгЩдРДдкБ№ДІМгЙЄБфГЩдкЩњВњЯпХдНјааМгЙЄЃЌДгЖјМѕЩйАсдЫЁЃдкВЛПЩФмЭъШЋЯћГ§АсдЫЕФЧщПіЯТЃЌгІжиаТЕїећЩњВњВМОжЃЌОЁСПМѕЩйАсдЫЕФОрРыЁЃДѓМвПЩвдПМТЧвЛЯТБОЙЋЫОЕФЩњВњВМОжгІИУдѕбљБфИќЃПШчКЮзюДѓЯоЖШЕиМѕЩйАсдЫЃП
Ш§ЁЂЦпжжРЫЗбжЎШ§ЃКВЛСМЦЗЕФРЫЗб
ВњЦЗжЦдьЙ§ГЬжаЃЌШЮКЮЕФВЛСМЦЗВњЩњЃЌНддьГЩВФСЯЁЂЛњЦїЁЂШЫЙЄЕШЕФРЫЗбЁЃШЮКЮаоВЙЖМЪЧЖюЭтЕФГЩБОжЇГіЁЃОЋвцЕФЩњВњЗНЪНЃЌФмМАдчЗЂОђВЛСМЦЗЃЌШнвзШЗЖЈВЛСМЕФРДдДЃЌДгЖјМѕЩйВЛСМЦЗЕФВњЩњЁЃетвЛЬѕБШНЯКУ РэНтЃЌЙиМќЪЧЕквЛДЮвЊзіе§ШЗЃЌЕЋЪЕЪЉЦ№РДШДКмРЇФбЁЃДѓМвВЛЗСзаЯИЯывЛЯыЃЌГ§СЫВњЦЗЩњВњЃЌЙмРэЙЄзїжаЪЧЗёвВДц дкРрЫЦЕФРЫЗбЧщПіЃП
ОЋвцЩњВњЗНЪНЕФЫМЯыжЎвЛОЭЪЧвЊгУвЛЧаАьЗЈРДЯћ Г§ЁЂМѕЩйвЛЧаЗЧдіжЕЛюЖЏЃЌР§ШчМьбщЁЂАсдЫКЭЕШД§ЕШдьГЩЕФРЫЗбЃЌОпЬхЗНЗЈОЭЪЧЭЦааЁАСуЗЕаоТЪЁБЃЌБиаызівЛИіСуМўКЯИёвЛИіСуМўЃЌЕквЛДЮОЭзіКУЃЌИќживЊЕФЪЧдкЩњВњЕФдДЭЗОЭЖХОјВЛКЯИёСуВПМўЁЂдВФСЯСїШыЩњВњКѓЕРЙЄађЃЌзЗЧѓСуЗЯЦЗТЪЃЌетЪЧКЭЮвУЧЙЋЫОЁА3CЯжГЁжЪСПЙмРэЗЈЁБЛљБОЯрЭЌЕФЃЌНёКѓЮвУЧгІИУМЬајЗЂбяЁА3CЁБЃЌВЂКЯРэЕибЙЫѕЁА3CЁБжаЁАШ§ШЗШЯЁБЕФЪБМфЃЌНјвЛВНЭъЩЦЁА3CЁБЁЃЃЈзЂУїЃК3CЯжГЁжЪСПЙмРэЗЈШйЛё2001ФъЖШСЩФўЪЁЙмРэДДаТаТГЩЙћвЛЕШНБЃЉЁЃ
ЫФЁЂЦпжжРЫЗбжЎЫФЃКЖЏзїЕФРЫЗб
вЊДяЕНЭЌбљзївЕЕФФПЕФЃЌЛсгаВЛЭЌЕФЖЏзїЃЌФФаЉЖЏзїЪЧВЛБивЊЕФФиЃПЪЧВЛЪЧвЊФУЩЯЁЂФУЯТШчДЫЦЕЗБЃПгаУЛгаБивЊгаЗДзЊЕФЖЏзїЁЂВНааЕФЖЏзїЁЂЭфбќЕФЖЏзїЁЂЖдзМЕФЖЏзїЁЂжБНЧзЊЭфЕФЖЏзїЕШЃПШєЩшМЦЕУКУЃЌгаКмЖрЖЏзїНдПЩБЛЪЁЕєЃЁдкЙмРэРэТлжаЃЌзЈУХгавЛжжЁАЖЏзїбаОПЁБЃЌЕЋЪЕЪЉЦ№РДБШНЯИДдгЃЌЮвУЧЭъШЋПЩвдгУЩЯЪіЕФЛљБОЫМЯыЃЌЗДЫМвЛЯТШеГЃЙЄзїжагаФФаЉЖЏзїВЛКЯРэЃПШчКЮИФНјЃП
ЮхЁЂЦпжжРЫЗбжЎЮхЃКМгЙЄЕФРЫЗб
дкжЦдьЙ§ГЬжаЃЌЮЊСЫДяЕНзївЕЕФФПЕФЃЌгавЛаЉМгЙЄГЬађЪЧПЩвдЪЁТдЁЂЬцДњЁЂжизщЛђКЯВЂЕФЃЌШєЪЧзаЯИЕиМгвдМьВщЃЌФуНЋПЩЗЂЯжЃЌгжгаВЛЩйЕФРЫЗбЕШзХФуШЅИФЩЦЁЃ
дкВЮЙлШеБОШ§бѓМвгУПеЕїЛњЩњВњЯпЪБЃЌШеЗНПЮГЄАбЮвУЧСьЕНШШНЛЛЛЦїЕФзщзАЯпХдЃЌИјЮвУЧНВЪіСЫШчКЮЭЈЙ§жизщКЭКЯВЂРДЯћГ§РЫЗбЕФЪТР§ЃК
дРДЕФШШНЛЛЛЦїзщзАСїЫЎЯпЃЌЪЧашвЊвЛИідБЙЄАбДЉЭъЙмЕФШШНЛЛЛЦїзАЯфКѓЃЌгУЪжЭЦГЕдЫЫЭЕНеЧЙмЩшБИХдЃЌШЛКѓгЩСэвЛИідБЙЄВйзїЩшБИеЧЙмЃЌзюКѓдйгЩЕкШ§УћдБЙЄАбеЧЭъЙмКѓЕФШШНЛАсдЫЕНСэвЛЬѕаќБлдЫЪфЯпЩЯЁЃОЙ§ИяаТЃЌЫћУЧАбШШНЛзщзАЯпЕФДЋЫЭДјбгЩьЕНеЧЙмЩшБИХдЃЌПЩМѕЩйвЛУћдЫЪфЙЄШЫЃЌНёКѓЛЙзМБИАбеЧЙмЩшБИЧЈвЦЕНаќБлЯпХдЃЌгЩеЧЙмЙЄШЫжБНгАбШШНЛЫЭЕНаќЙвБлЩЯЃЌгжНкЪЁвЛУћАсдЫЙЄШЫЁЃЭЈЙ§СНДЮЖдЙЄађНјаажизщКЭКЯВЂЃЌВйзїШЫдБгЩ3ШЫМѕЮЊ1ШЫЁЃРрЫЦетжжашвЊИФНјЕФЕиЗНдкЮвУЧЙЋЫОФкгаЖрЩйЃПЪЧЪьЪгЮоЖУЃПЪЧВЛдИвтШЅИФНјЃПЛЙЪЧаФгагрСІЖјСІВЛзуЃПдѕбљдкСІЫљФмМАЕФЗЖЮЇФкЯШНјааИФНјЃЌШЛКѓдйМгвдЭЦЙуЃП
[1] [2] ЯТвЛвГ
|


